HOTWELD焊接故障及处理方法

C型辅助夹具和F型辅助夹具在焊接过程中应用较多,能让模具更好的闭锁,避免焊接失败。

填充石墨板、石墨饼、石墨棒是保证板材、管材在焊接时不被烧穿必要的条件,特别是材料较薄、壁厚较薄的时候,更加重要。
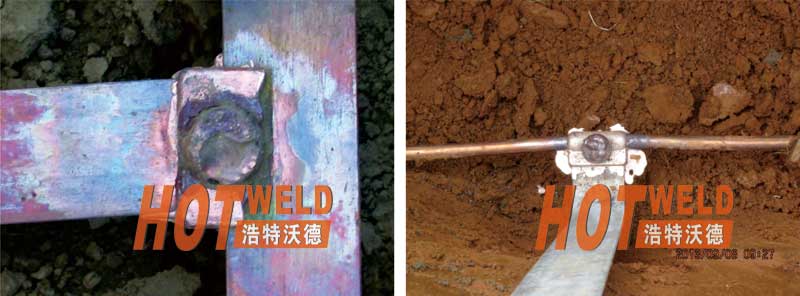
使用不足的焊粉型号及铜液渗漏都会造成焊点缺陷,致使焊点作废,因此模具闭锁及使用正确的焊粉型号非常重要(首焊点必须对模具及待焊接材料进行预热)

大直径铜覆钢材料在焊接时,由于内部钢芯张力被破坏,焊接瞬间会有变形,必须使用特种辅助夹具固定,防止将模具损坏。
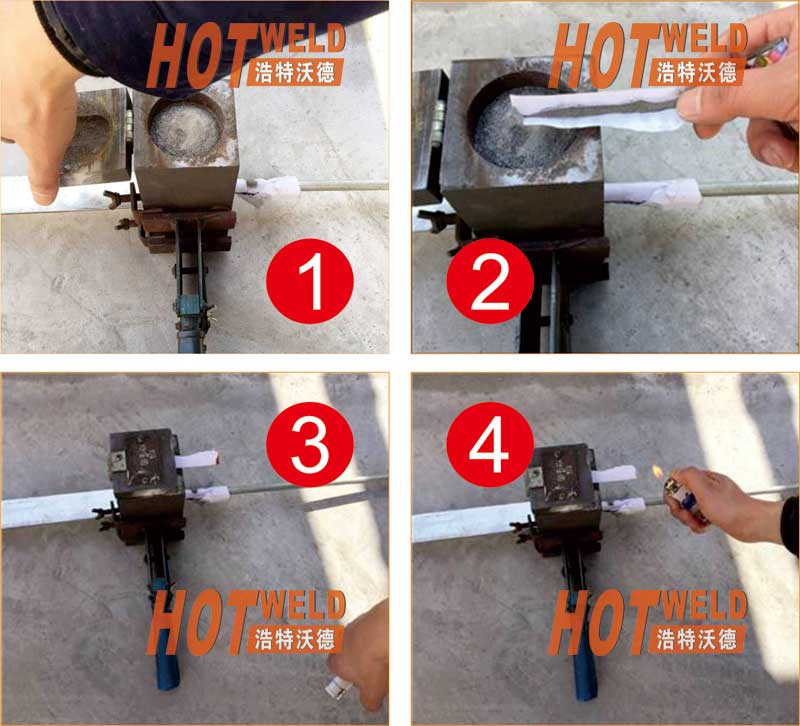
HOTWELD焊接施工应使用机械式点火器(又称为点火枪),但在实际施工中,因点火器损坏,无法点火的情况偶尔发生,为赶工期可采用以下方法临时解决:
1.
放入焊粉后,在焊粉表面撒入部分引火粉;
2.
使用纸巾叠好,放入引火粉,将引火粉均匀倒在纸巾折缝处;
3.
将纸条放在模具口压好;
4.
然后用打火机点燃纸巾即可。
HOTWELD焊接施工中,因使用过大型号焊粉,不烘烤模具或模具导流孔被堵住等情况都会造成模具被堵住,无法开合,除非非常严重,否则不建议更换模具,可使用电锤或电焊机等工具解决:

未烘烤模具造成的模具被堵住
1.
清渣:将焊接模具腔内的渣子清理干净;
2.
准备好的电焊机、电焊条;
3.
将电焊条对准堵住的模具口,通过高温使溢出的铜熔化;
4.
打开模具。



 当前位置:网站首页 > 技术支持 > 产品知识
当前位置:网站首页 > 技术支持 > 产品知识


