

电话:+0086 18002179260
邮箱:hotweld@126.com
网址:www.tjhotweld.com
地址:天津市津南区小站镇33公里处(小站互通立交桥南300米路东)

 当前位置:网站首页 > 技术支持 > 产品知识
当前位置:网站首页 > 技术支持 > 产品知识
来源:来自本站 日期:2020-07-01 浏览量:2811
铜覆钢(也称为铜包钢)产品起初应用于通讯、馈线,利用的是内部钢芯具有的强度(钢)、和铜层的导电(铜)。上世纪70年代美国人成功将足够厚度的铜镀在低碳钢芯上制成了全世界首根铜覆钢接地棒,开始了这种产品在接地领域应用的先河。
上世纪90年代初期,在我国长江三角洲出现了以套管法生产的铜钢复合产品,这是一种采用机械方式将钢芯浸油后放入铜套管内,使用大力“钳”同时夹住,两方向拉伸的生产工艺。它的原理是利用铜与钢两种完全不同金属的延展性能的差异来生产的。非常贴切的叫铜包钢。即使后来的生产工艺采用的不是“包”(例如连铸、电镀等),但因习惯问题,大家依旧称呼此类产品为铜包钢,这是铜覆钢产品名称的来历。
机械套管法的优点是铜层分子间比较致密,铜层可以做较厚(往往在1mm及以上)。但缺点是铜钢之间没有结合,铜层易脱落,且只能做到6米长度,是一种优点和缺点都比较明显的产品。
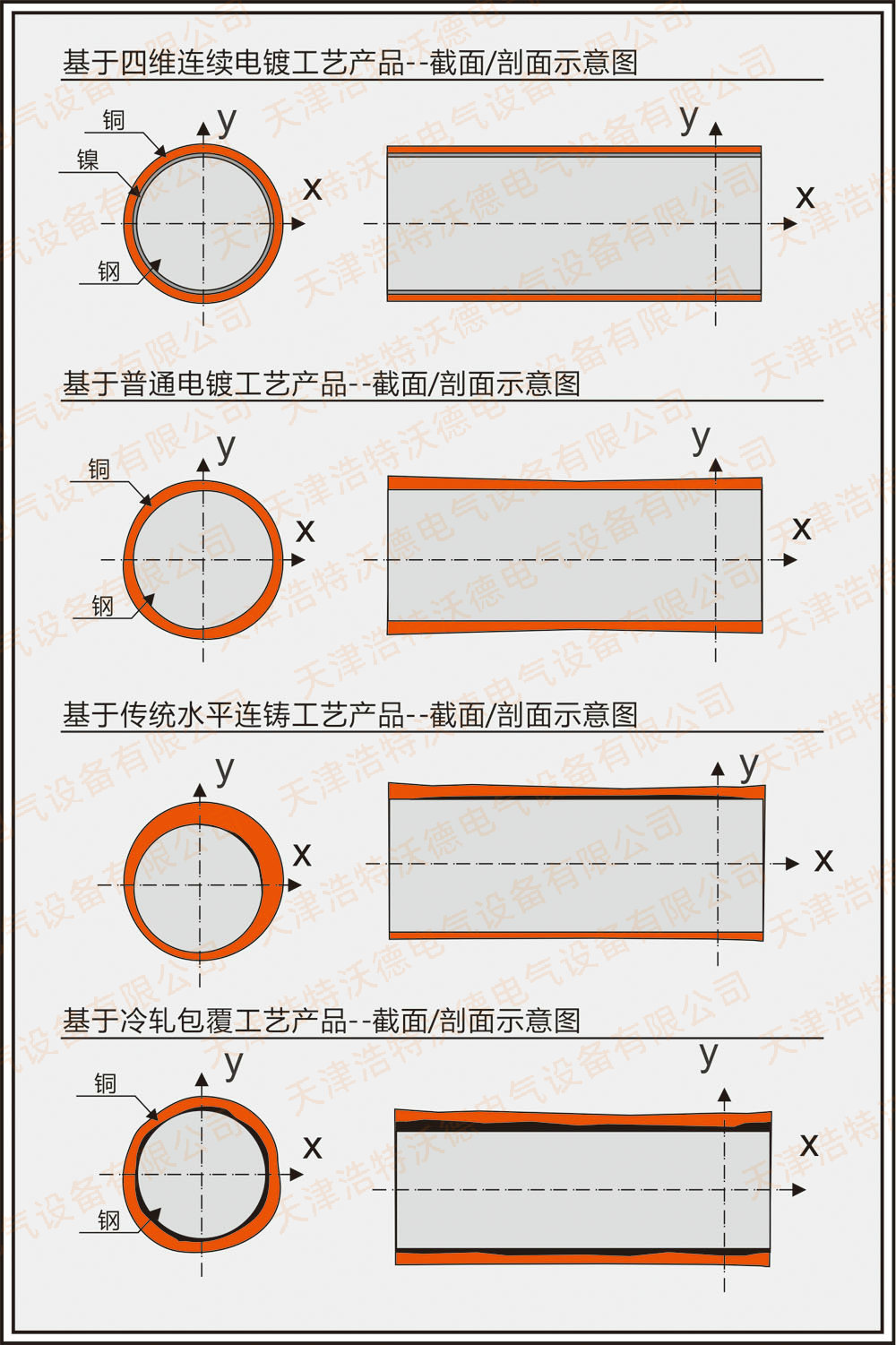
21世纪初期,在我国浙江出现了以氰化物挂镀电镀铜的厂家,相比机械包覆工艺,挂镀电镀产品具有成本低,效率高(速度快),铜钢分子结合牢固等优点,缺点是:铜层不致密,有树根状铜分子结构,存有电解液残留。因此即便是相同的铜厚度,其耐腐蚀能力依然是要打折扣的。此外,镀铜产品在0.254mmmm及以下铜层厚度才有优势,超过这一厚度后成本过高。同时铜厚均匀度较差,更较普遍的一种现象是偷工减料,即将铜厚做的比宣称的要薄很多,一旦被客户查出,后果很严重。
21世纪初期,出现了连铸工艺,其原理是利用工频炉将铜熔化后(温度在铜熔点以上,但在钢芯熔点以下),将已经处理好的钢芯穿过炉体,利用石墨套管在出炉位置使铜冷却,包盖在钢芯上,利用控制套管的内径来控制铜层厚度,其优点是铜层致密、铜厚可制成任意厚度(此工艺太薄了也做不到),较软态(铜包覆在钢芯上逐步冷却的过程,相当于为钢芯回火,因此钢芯会变得更加软态)(做水平接地极、软是优点,但用作垂直接地,反而不合适,垂直接地越硬越好)。此种工艺成本较高,且为步进方式出料,所以产品表面会有波纹,缺点是偏心,即每处厚度不同,我们所说的铜覆钢铜层厚度指的是薄点的厚度,而非平均厚度,或者厚的厚度,都是不正确的。
四维连续电镀是较为先进的一种生产工艺,与普通电镀相比,其工艺更为先进。其原理是利用超长镀池、电影放映机的原理,使长钢芯在镀池中不断移动,能确保钢芯每个位置均有相同的电流密度及相应的镀铜时间。(这是传统电镀做不到的),四维连续电镀接地产品铜层均匀、铜层致密,在0.5mm以下成本较低(相比传统电镀成本高一点点,主要因为设备投资大,场地费用高等原因),在0.254-0.3mm区间较为均衡,缺点是成本较挂镀电镀略高,生产工艺复杂(对钢芯的处理工艺更为严格),但其生产效率高,产量高,质量高,因此性价比优。目前我们供应的是铜覆钢接地圆线采用的就是四维连续电镀工艺。
我们供应的铜覆钢接地绞线采用的是上引法工艺,较铜覆钢接地圆线更为软态,切割时无需捆扎,在超过120mm2截面的规格上优势明显。
上一篇:铜覆钢接地产品铜层厚度0.254mm满足基本设计需求的依据
下一篇:没有了

