
Product service

电话:+0086 18002179260
邮箱:hotweld@126.com
网址:www.tjhotweld.com
地址:天津市津南区小站镇33公里处(小站互通立交桥南300米路东)

 当前位置:网站首页 > 产品服务 > 水平接地产品
当前位置:网站首页 > 产品服务 > 水平接地产品

联系电话 18002179260(微信同号)
靳经理 QQ:124421304
一.产品简介新型连铸铜覆钢是采用工频炉将铜熔化后(温度在铜熔点以上,但在钢芯熔点以下),将已剥除氧化层,进行清洁后的原材料(钢筋)穿过炉体,利用石墨套管在出炉位置使铜冷却,包覆在钢芯上,利用控制套管的内径来控制铜层厚度。其优点是铜层致密、铜厚可制成任意厚度,较软态(铜包覆在钢芯上逐步冷却的过程,相当于为钢芯退火,使其变的软态),初步生产出的产品再进行退火(8h+800℃)使其变得更加软态。生产效率高,生产过程中无有毒有害物质排放,为高效高质量的符合环保的新型加工工艺。
新型连铸铜覆钢接地线突破了传统加工铜覆钢材料工艺中铜层厚度的局限,可任意定制0.25--2mm,甚至更厚的铜层,能提供软态大长度产品,例如1000米,甚至更长。可以有效减少接地装置中的连接点,而这些连接点会产生更多的接触电阻,抬升接地网的接地电阻,更为严重的是,连接点往往是接地装置中最先腐蚀和劣化的区域,因此应用新型连铸铜覆钢接地线将有效提高接地装置的有效寿命和安全性。


与传统连铸工艺相比,我司推出的新型连铸铜覆钢加工工艺有效解决了偏心及波纹问题,完美的解决了在大厚度(0.25mm-2mm)铜层接地铜覆钢材料的加工工艺问题,且具有表面质量无缺陷,更为软态,易施工等优点。

二.电镀产品的缺陷和新型连铸工艺的优点
1.铜层均匀
由于挂式电镀加工工艺中电镀液完全处于静态,按照高斯定理,原材料不同位置电场密度不同,通过电镀“堆积”在原材料表面的镀层也会不均匀,例如电镀接地棒时,会形成越往两头铜层厚度越厚,中间越薄的情况,长度越长的材料更是如此;电镀扁钢时问题更为突出,薄边的铜层厚度往往是宽边中间厚度的2--3倍,这是电镀工艺中无法避免的硬伤。
四维连续电镀铜覆钢加工工艺,虽然改善了挂式电镀产品铜层不均匀的问题,但因为原材料在镀铜池内不能围绕中心线转动,因此镀铜层也不会非常均匀。镀池中的镀液的处理也会带来环保问题,部分厂家为减少成本,不采用镍层打底,直接采用氰化物打底,不仅带来严重的环保问题,也会造成镀层不均匀,在我国大力倡导环保的今天,这一问题尤为突出。

2.铜层结构致密,无镀液残留,寿命长
无论是四维连续电镀接地产品还是挂式电镀产品均存在电解镀液残留的问题,前者问题严重性虽不严重,但在生产过程中依然无法完全避免。当采用超大倍数光学显微镜下观看其金相结构,能看到树枝状的电解镀液残留。电镀过程中铜金属分子是不断“堆积”在钢芯表面,相互间较为松散,并不致密。这些问题会造成易腐蚀,不能通过大电流等缺点。而新型连铸工艺加工出的产品,无电解镀液残留,铜金属原子致密,两种不同的金相结构可以很直接的区分开来。
由于以上原因,电镀产品即使在相同铜层厚度的情况下,其使用寿命也是不及连铸工艺加工出来的铜覆钢产品。
3.大厚度铜层产品质量及成本优势明显

在个别严重腐蚀环境(例如我国沿海及西北地区的盐碱性土壤),仅0.254mm的铜层厚度的接地材料是难以保证30年以上的使用寿命的。在一些重点项目之所以采用纯铜接地材料,而不采用铜覆钢产品就是基于这点予以考虑,但毕竟纯铜材料成本高昂,加厚铜层的接地材料可以解决此问题。国家电网公司基建设计(2011)222号文指出:“在强碱性土壤地区和高腐蚀介质的中性土壤地区,选用铜接地材料或铜覆钢材料。......接地材料设计选型要充分考虑土壤的腐蚀状况,用于接地工程铜覆钢材料的铜层厚度不应小于0.8mm。”南方电网在企业标准Q/CSG 1107001-2018《35kV到500kV变电站装备技术导则》指出:“在强碱土壤地区或站址土壤和地下水条件会引起钢质材料腐蚀严重的中性土壤地区,采用紫铜排或铜覆钢排(铜层厚度不小于0.8mm)。”
达到0.8mm这一厚度,无论是挂式电镀还是四维连续电镀产品都难以实现,因为为实现这一目标,需要超多的电力损耗、电镀时间以及高浓度的镀液,考虑到高昂的成本,最终将生产出比纯铜材料成本更为高昂的产品,是极不现实的。而包覆工艺可以加厚铜层,但其内部钢芯和外部的铜皮根本没有真正结合,无法通过折弯及大电流冲击,是不合格的产品。而旧式的连铸铜覆钢产品存在容易偏心,且外表有波纹这些缺点,我司推出的新型连铸铜覆钢产品有效,改善偏心及波纹问题,完美的解决了以上所有问题。
4.耐受大电流冲击能力强(碾压电镀工艺铜覆钢)
使用大厚度铜层产品的必要性--大电流冲击耐受力
接地装置本身是一种安全保护措施,在设计和实际使用中必须考虑到超大电流(例如雷电流或故障电流,其极大时能达到100kA)对接地装置的冲击,因此无论是电力标准DL/T 1312- 2013《电力工程接地用铜覆钢技术条件》和我国国家电网公司企业标准Q/GDW 466-2010《电气工程接地用铜覆钢技术条件》中均对接地材料有超大电流冲击试验的要求。而挂式电镀产品和部分工艺不达标的四维电镀电镀产品根本无法通过这一实验,因为通过超大电流时,接地材料本身会急速升温,在高温的情况下,电解镀液的残留会迅速气化,造成材料表面鼓包,铜层后内部钢芯脱离,产品损坏自然无法通过实验。试想这样的产品在实际应用中一旦发生雷击事故或故障电流的情况下的下场。
大电流试验后的对比:

烧灼试验后的对比:
在不具备大电流试验的情况下,简单的采用喷灯烘烤加热材料表面就会有较为清晰的结果,这也是鉴别新型连铸铜覆钢产品和电镀产品的简易方法。
5.软态易施工
新型连铸铜覆钢钢芯穿越工频炉时,铜处于熔化状态,但未达到钢芯熔点,钢芯逐步冷却的过程,相当于为钢芯退火,使其变的软态。为提高生产效率,初步出产的半成品均为统一规格,根据最终生产的规格及铜层厚度,控制不同的铜层厚度,经拉拔后,进行退火,最终形成最终产品。初步生产出的产品再进行退火8小时800℃的退火,全部退火过程24小时以上,使其变得更加软态。应用中具有易施工,施工效率提高的特点。
电镀产品是无法进行全面退火的,原因有二,第一点因为退火温度在800℃左右,此温度足以时电镀铜覆钢表面的铜皮鼓包,翘皮,甚至脱落。第二点因为退火后再电镀难以实现,因为规格太多,难以实现全部退火后再电镀,此外还增加了生产成本。

6.标准铜厚(0.254mm)新型连铸接地线的竞争力
为追逐利益,一些不良厂家出产铜层不达标产品,有些劣质产品其最薄铜层仅有规定的最薄厚度的0.254mm的1/5。这严重的相应接地装置的寿命和安全性。
通过有效改良生产工艺,提高生产效率和自动化程度,在不降低产品质量的前提下,我们已有效减低铜层厚度0.254mm--0.28mm区间的产品的成本,其成本足以具备与同等铜层厚度的电镀产品竞争的实力。

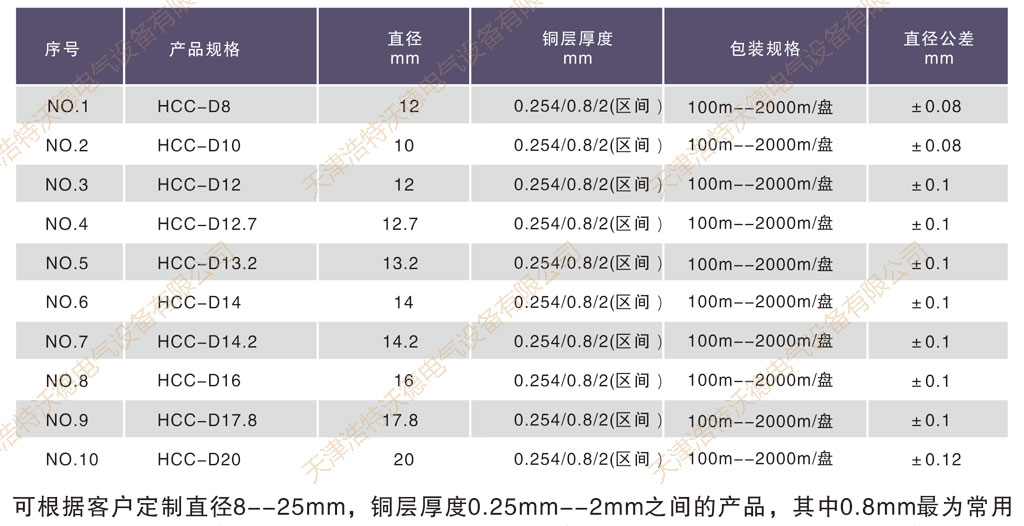
三.规格列表
四.总结
新型连铸铜覆钢比较传统加工工艺产品,具有密实足够厚的铜层,更加软态,能够通过大电流且不劣化,在质量上碾压目前市场上存在的电镀、套管包覆等工艺。
上一篇:没有了
下一篇:锌包钢接地体


